 中文
中文 English
English Wenzhou Jiahao Petroleum Machinery .Ltd
Wenzhou Jiahao Petroleum Machinery .Ltd
New VYB-110 flameproof vapor recovery vacuum pump
VYB-110 explosion-proof oil and gas recovery pump (hereinafter referred to as oil and gas recovery pump) is based on the national standard GB3836.1-2010 "Explosive Environment Part 1: General Requirements for Equipment" and GB3836.2-2010 "Explosive Environment Part II: Separated Explosion-proof enclosure "d" protection equipment", enterprise standard Q/ZMD10-2013 "Explosion-proof Vapor Recovery Pump" and related industry standards designed, manufactured, and inspected, all performance indicators have reached the domestic advanced level, mainly used for For gas stations, unloading stations, oil depots and other places where the surrounding environment contains explosive gas, the explosion-proof environment area is zone 1.
1. Introduction to oil and gas recovery
Gasoline will produce a lot of volatilization during the process of filling, transportation, storage, and oiling. The oil and gas discharged into the atmosphere form photochemical smog, which seriously pollutes the environment and destroys the natural ecology; the oil and gas in the air will endanger the physical and mental health of surrounding residents and refueling workers; the oil and gas discharged into the environment is the biggest potential safety hazard to cause fires and explosions ; The volatilization of oil and gas causes a huge waste of resources.
my country’s environmental protection regulations require the recovery of oil and gas when refueling cars and tank trucks unloading. Such requirements are in line with the current status of domestic automobile development. Gas stations are required to be able to refuel cars and recover oil and gas when tank trucks are unloaded. Regardless of whether the gas station has back-end treatment measures, the gas station equipment is required to meet the testing standards required by environmental protection regulations.
VYB-110 oil and gas recovery pump is a kind of pump developed and produced by our company, which is suitable for the two-stage oil and gas recovery of gasoline dispensers in gas stations. The pump is a decentralized oil and gas recovery pump, which has the characteristics of simple structure, reliable performance, low noise, light weight and beautiful appearance. The pump can also be used to pump flammable and explosive gases such as gas, coal gas, hydrogen, petroleum cracked gas, etc. It is mainly used in packaging industry, machinery industry, petrochemical industry and other industries.

NAME
DATA
Explosion proof mark
ExdllBT4Gb
Explosion proof level
IP54
Temp
-20℃~+40℃
Pressure
100kPa
Max flow
80L/min
Set vaccum
22~26kPa
Voltage
380V 50HZ
220V 50HZ
Current
0.44 A
1.2 A
Motor power
120 W
90 W
Woprking
S1
Noise
〈65dB(A)
Weight
10.5Kg
Thread
BSPF1/2”内螺纹
2.2 Use environment
1) The altitude does not exceed 1000m.
2) The maximum temperature of ambient air varies with the seasons, but does not exceed +40°C.
3) The lowest ambient air temperature is -20°C.
4) The average maximum relative humidity of the wettest month is 90%.
5) The explosion hazard area is zone 1, with explosive gas or steam mixture of ⅡB and T4.
3. Working principle
VYB-110 oil and gas recovery pump is a vane pump, and its structure diagram is shown in Figure 1. It is mainly composed of rotor, stator (namely pump ring), blades and cover plates on both sides (namely pump body and end cover). Relying on the change of the working volume formed between the pump cylinder and the two adjacent blades on the rotor when the eccentric rotor rotates to deliver gas. The rotor is a cylinder with radial grooves, and blades are placed in the grooves, and the blades can slide freely in the grooves. The rotor is eccentrically placed in the pump body. When the rotor is driven to rotate by the motor, the sliding plate is pressed against the inner wall of the pump body by centrifugal force. In the first half of the rotor revolution, the space enclosed by two adjacent blades gradually increases to form a partial vacuum and suck gas. After the second half of the revolution, the space gradually decreases, squeezing the gas, and pressure sending the gas into the discharge pipe.
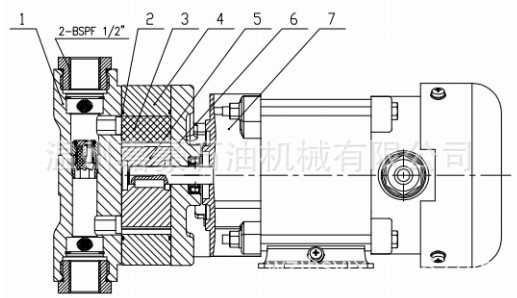
1. Pump body 2, O-ring 3, blade 4, pump ring 5, rotor 6, end cover 7, motor
4. Performance characteristics
1) The explosion-proof motor equipped with the VYB-110 flame-proof vapor recovery pump has an explosion-proof certificate.
2) The VYB-110 flameproof oil-gas recovery pump is directly driven by a motor.
3) The blade is made of special PPS material, which has the properties of self-lubricating, high and low temperature resistance, and corrosion resistance.
4) The pump body, pump ring, and end cover are made of nodular cast iron, and the surfaces are all treated with anti-corrosion.
5) An overflow valve is installed in the pump body to prevent excessive pressure.
6) The blade structure has stable performance, high reliability and low noise.
5. Installation dimensions and precautions
The installation of the oil and gas recovery pump should comply with the standard requirements of "GB3836.15-2000 Electrical Equipment for Explosive Gas Environment Part 15: Electrical Installation in Hazardous Locations (Except Coal Mines)".